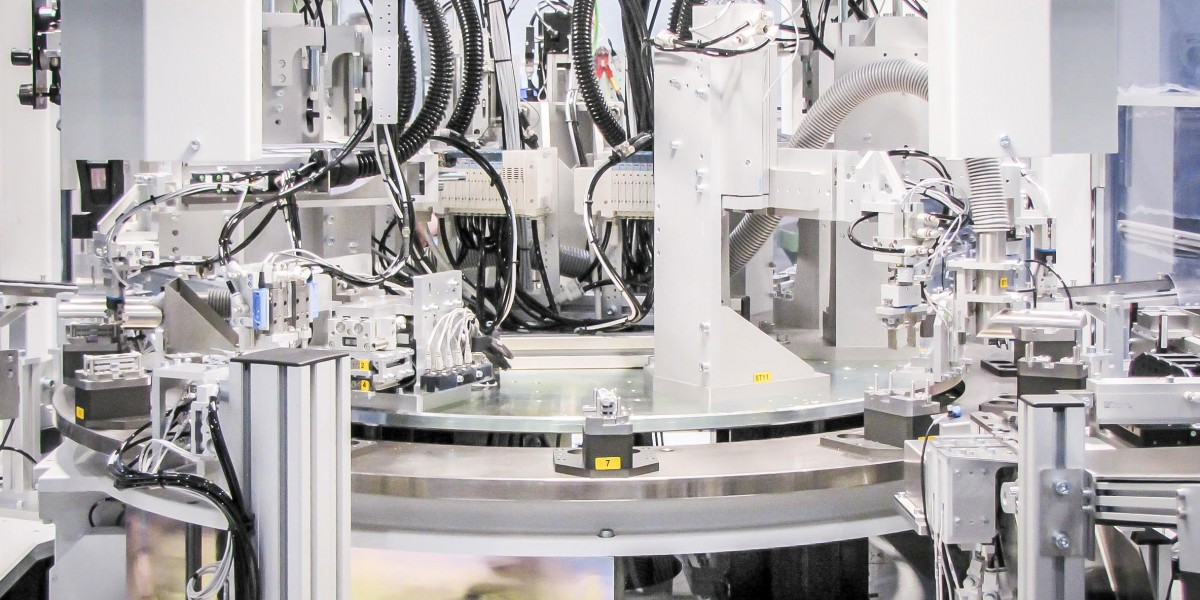
Automaatio toteutettiin pyöröpöytää hyödyntäen
Asiakastarinat
Automaatio oli sopimusvalmistajan keino vastata markkinoiden kiristyvään hintapaineeseen. Raudanlujien ammattilaisten kanssa onnistuimme loistavasti
Sopimusvalmistaja Eino Korhonen Oy automatisoi virranottolaitteen kokoonpanolinjan viime vuonna. Valaisinkiskojen virranottolaite on volyymituote, jonka kysyntä maailmalla on edelleen kasvussa. Automaatio oli sopimusvalmistajan keino vastata markkinoiden kiristyvään hintapaineeseen. Teknisesti automatisointi toteutettiin pyöröpöytää hyödyntäen.
– Automaatioon etsitään meillä koko ajan ratkaisuja. Yhtälö on välillä hankala; investointien järkevät takaisinmaksuajat edellyttävät isoja volyymejä. Osa tuotteista on puolestaan niin monimutkaisia kokoonpanoja, että näkemystä automaation mahdollisuuksista on pohdittava pidempään, Eino Korhonen Oy:n tekninen päällikkö Antti Heikkilä taustoittaa.
Eino Korhonen on vuonna 1978 perustettu yritys, jonka suurin yksittäinen asiakas on Euroopan johtava kosketinkiskovalmistaja, Lival Groupiin kuuluva Nordic Aluminium Oy. Äärimmäisen kilpailluilla markkinoilla porvoolainen perheyhtiö on pärjännyt laadulla, nopeudella ja reagointiherkkyydellä.
– Kun Aasiaa vastaan tapellaan hinnassa, niin työtä ei voi Suomessa käsityönä teettää. Vaihtoehto on siirtää työtä halvempiin maihin tai kiristää tahtia automaation avulla. Ja tapahtuipa markkinoilla millaista liikehdintää tahansa, tekemisen pääperiaatteista on koko ajan pidettävä kiinni, Heikkilä muistuttaa viitaten laatuun ja toimitusvarmuuteen.
Eurooppalaisten valaisinvalmistajien tehtaita on paljon Kiinassa. Korhosen valmistamat komponentit päättyvät siten kiristyvän kilpailun ytimeen. Korhonen työllistää Porvoossa ja Virossa yhteensä reilut 100 työntekijää. Yhtiön liikevaihto on 10,8 miljoonaa euroa, (2014).
Kaptas –konsepti ratkaisuna
Eino Korhonen Oy valitsi Kaptas Oy:n automaatiotoimittajaksi osaamisen ja kustannustehokkuuden perusteella. Vajaa vuosi yhteistyön käynnistymisen jälkeen Antti Heikkilä puhuu luottamuksesta, prosessin aikana tehdyistä poikkeavista ratkaisuista, tuesta ja jälkihoidosta – Kaptaksen osaamisesta ja palveluasenteesta.
– Välimatka Porvoosta Ylämyllylle oli alussa pieni peikko; paljonko oman rajallisen organisaatiomme aikaa kuluisi Pohjois-Karjalassa tuotannon ylösajovaiheessa. Huoli oli turha. Ennenkuulumatonta oli sekin, että suunnittelukatselmus voitiin tehdä etänä. Koeajossa havaitut haasteet ratkaistiin sujuvasti parilla tuotemuutoksella. Tuki ja jälkihoito on sekin ollut erinomaista.
– Sieltähän ne kaverit jo soittivat perään, että onko Porvoossa kaikki hyvin, kun ei mitään kuulu. Kyllä, hyvin sujuu – viime vuoden lopulla käyttöön otetulta kokoonpanolinjalta valmistui kesän aikana jo kolmas miljoonas kappale.
Eino Korhosen ammattilaiset löysivät Kaptaksen osaajista kumppanin, jonka kanssa on sittemmin sparrailtu jo tuleviakin automaation tarpeita. Kustannustehokkuuden hakeminen on päättymätön työsarka.